2023-01-03 17:14:02
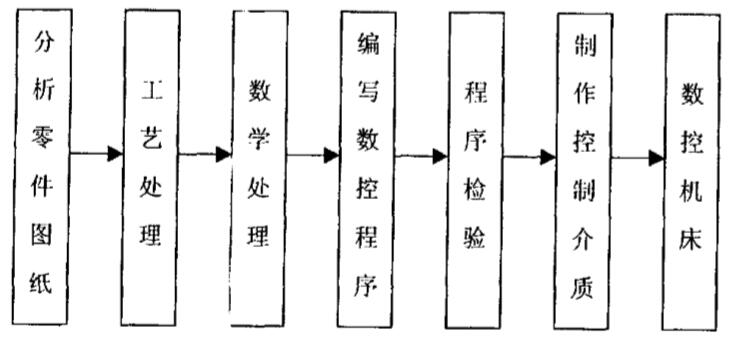
기존 기술에 의한 전자 섀시 및 캐비닛 용접에 대한 전체 요구 사항:
오늘날 과학과 기술은 끊임없이 변화하고 있습니다.전자 캐비닛의 성능을 향상시키기 위해 판금 가공 제조업체는 더 많은 소비자를 만족시키고 더 많은 환경에 적응할 수 있도록 더 많은 첨단 기술을 사용하여 제품을 완벽하게 만듭니다. 캐비닛, 기술은 끊임없이 혁신하고 있으며 전통적인 장인 정신을 잊을 수 없습니다. 전자 섀시 캐비닛의 생산 공정에는 용접 기술의 사용이 필요하며 전자 캐비닛의 용접 기술에 대한 일련의 전체 프로세스 요구 사항도 있습니다.
1. 전자 캐비닛의 용접 이음새는 안정적이고 균일해야 하며 가상 용접, 균열, 불완전 용입, 용입 용입, 틈, 언더컷 등의 결함이 없어야 합니다. 용접부의 길이와 높이는 요구되는 길이와 높이의 10%를 초과할 수 없습니다.
2. 솔더 조인트 요구 사항: 솔더 조인트 길이는 8-12mm, 두 솔더 조인트 사이의 거리는 200±20mm, 솔더 조인트의 위치는 대칭이어야 하며 위와 아래 위치는 동일해야 합니다. 가공 도면에 솔더 조인트에 대한 특별한 요구 사항이 있는 경우 도면을 따르십시오.
3. 전자 캐비닛의 스폿 용접 거리는 50mm 미만이고 납땜 조인트의 직경은 φ5 미만이며 납땜 조인트는 균일하게 배치되며 납땜 조인트의 압입 깊이는 강철 실제 두께의 15%를 초과하지 않습니다. 용접 후 명백한 용접 흉터가 남을 수 없습니다.
4. 전자 캐비닛이 용접된 후 용접 슬래그 및 아크로 인해 다른 비용접 부품이 손상되지 않도록 하고 표면 용접 슬래그 및 스패터를 청소해야 합니다.
5. 용접 후 전자 캐비닛 부품의 외부 표면에는 슬래그 개재물, 기공, 용접 범프, 돌출 및 함몰과 같은 결함이 없어야 하며 내부 표면의 결함은 눈에 띄지 않고 조립에 영향을 미치지 않아야 합니다. 도어 강관 및 표면 강관과 같은 주요 부품도 용접 후 응력을 제거하여 전자 캐비닛 공작물의 변형을 방지해야 합니다.
6. 용접된 전자캐비닛 부품의 외면은 평평하게 연마되어야 하며, 분체도금 부품이나 전기도금 부품인 경우 용접 후 연마의 거칠기는 도장된 부품의 경우 Ra3.2~Ra6.3~

전자 섀시 및 캐비닛의 분류는 배전에서 사용해야 합니다.
전자샤시캐비닛은 전기기기로서 안전하게 동작하는 캐비넷으로 샤시캐비넷 제품 중 하나에 속하며 전기기기의 배전 및 제어에 구판을 사용하여 전자샤시캐비닛의 활용도를 극대화 하였습니다 전기기기의 안전성 향상되고 판금 가공 공장 작업자의 안전도 보장됩니다. 전자 섀시 캐비닛은 배전 및 제어 작업을 위한 전기 장비에 사용되며, 대규모 전원 공급 시스템에 사용될 때 일반적으로 더 나은 배전 조절을 위해 1차, 2차 및 1차의 세 가지 레벨로 나뉩니다. 이 세 가지 분류의 사용법을 쭉 살펴보겠습니다.
1. 1층은 변전소에 설치되며 2층으로 전력을 분배하는 역할을 맡게 됩니다. 따라서 이를 위해서는 첫 번째 레벨이 더 높은 전기 매개변수를 가져야 하며 레이아웃은 전원 공급 시스템의 배전 센터에 속하는 마지막 두 레벨보다 더 복잡합니다.
2. 2층은 배전반과 전기제어반의 두 부분으로 구성되며 배전반은 회로수가 적고 부하가 분리된 곳에서 사용하고 전동기 제어반은 회로가 많고 부하가 집중된 곳에서 사용한다. 이 둘의 응용 부분은 반대로 보완적인 역할을 한다.
3. 1차 배전 캐비닛은 상위 2개 레벨보다 상대적으로 적은 수의 부서 및 기능을 담당하며 위치가 상대적으로 분리되어 있고 용량이 작으며 일반적으로 1차 부하 분배를 담당합니다.
+86 13713208199